











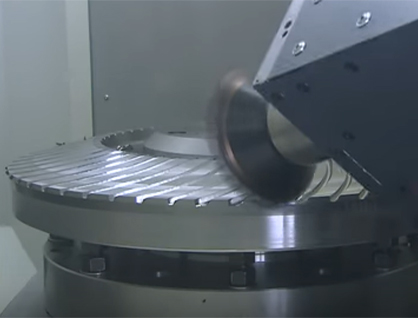
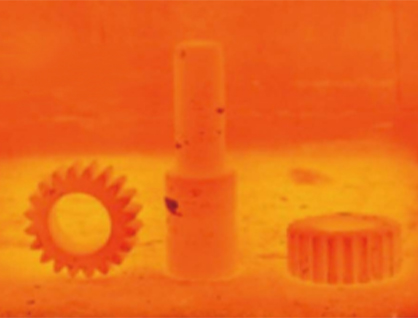
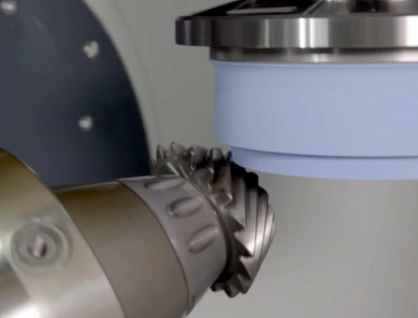
Processo de Produção




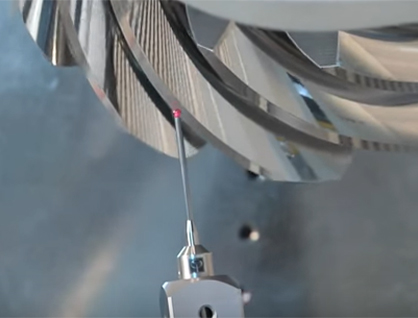
Inspeção

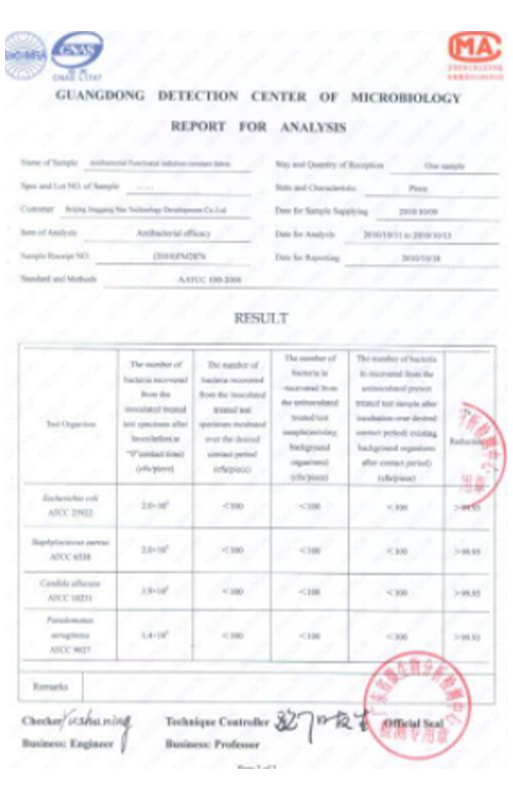
Relatórios

Pacotes



Nosso show de vídeo
Escreva sua mensagem aqui e envie para nós.
Produtos similares
-

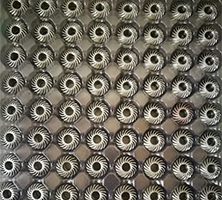
Engrenagens cônicas hipoides espirais para agricultura...
-

Conjunto de engrenagens cônicas hipóides de engrenagem para caixa de engrenagens
-

Conjunto de engrenagens cônicas hipoides com alta relação de velocidade para...
-

Engrenagens cônicas hipoides e engrenagens helicoidais para automóveis.
-

Engrenagem hipoide usada em dispositivos médicos elétricos...
-

Engrenagens hipoides, diferencial espiral de carro, esmagamento de cone...